VSI201094
Our VSI201094 Four-Point Contact Ball Internal Gear Slewing bearing is a high-performance alternative to INA VSI201094-N OR VSI201094-N-RL0, featuring superior SUJ2 (GCr15) steel and P5 accuracy. run-out of less than 0.02mm.
The ultimate cost-effective alternative for global leading brands, delivering laboratory-grade rotation for medical, robotic, and aerospace applications.


Image may differ from product. See technical specification for details.
VSI201094 Basic Information
| Symbol | Value | Description |
|---|---|---|
| - | 4-Point Contact | Contact Type |
| - | Internal Gear Type | Gear Type |
| - | P5 | Precision Class |
| - | Rubber seals on both sides | Sealing |
| - | SUJ2 (GCr15) | Material |
| - | -20°C to +80°C |
Operating temperature
Tip:
Sealed Working temperature -20°C to +80°C. Open Working temperature -20°C to +120°C.
|
| - | Radial & Axial Run-out <= 0.02 mm | Running Accuracy |
| - | 58-62 HRC | Raceway Hardness |
VSI201094 Clearance
| Symbol | Value | Description |
|---|---|---|
| - | 0-0.05 mm | Radial Clearance |
| - | 0-0.08 mm | Axial Clearance |
VSI201094 Technical specifications
| Symbol | Value | Description |
|---|---|---|
| d | 984 mm | Bore Diameter |
| H | 56 mm | Height |
| D | 1166 mm | Outside Diameter |
| - | -0.7mm to 0 | Outside diameter tolerance |
| ha | 44.5 mm | Width outer ring |
| hi | 44.5 mm | Width inner ring |
| b | 40 mm | Width gearing |
| Dzt | 1164 mm | Outer Ring Pilot Diameter |
| d1 | 1095.5 mm | Inner diameter outer ring |
| - | 0.7mm to 0 | Inner diameter outer ring tolerance |
| D1 | 1092.5 mm | Outside diameter inner ring |
| - | -0.7mm to 0 | Outside diameter inner ring tolerance |
| D1zt | 1091 mm | Inner Ring Pilot |
VSI201094 Gear Parameters
| Symbol | Value | Description |
|---|---|---|
| do | 1000 mm | Pitch circle diameter gearing |
| M | 8 mm | Module of gearing |
| Z | 125 | Number of teeth |
| - | 20° | Pressure Angle |
VSI201094 Installation Dimensions
| Symbol | Value | Description |
|---|---|---|
| p.c.d | 1140 mm | Pitchcircle diameter fixing holes outer ring |
| n | 48 | Number of fixing holes in outer ring |
| - | 14 mm | Fixing bore |
| P.C.D | 1055 mm | Pitchcircle diameter fixing holes inner ring |
| n | 48 | Number of fixing holes in inner ring |
| - | M12 | Threaded fixing bore |
| - | 20 mm | Thread depth fixing hole |
VSI201094 Load Capacity
| Symbol | Value | Description |
|---|---|---|
| Ca | 244 KN | Basic dynamic load rating, axial |
| C0a | 1490 KN | Basic static load rating, axial |
| Cr | 160 KN | Basic dynamic load rating, radial |
| C0r | 660 KN | Basic static load rating, radial |
VSI201094 Usage Precautions
1. Advanced Lubrication Strategy
- Factory Pre-lubricated: Every SKDIN bearing is factory-charged with premium Lithium-based grease (GB/T 7324-2010).
-
Maintenance Cycle:
- Ball-type: Relubricate every 100 operational hours.
- Roller-type: Relubricate every 50 operational hours.
- Note: Shorten the cycle for extreme environments (High temp, dust, or 24/7 continuous operation).
- Recommended Grease: For standard operations, we recommend high-performance bearing grease such as Shell Alvania EP(LF) 2 or equivalent synthetic alternatives for P5 precision stability.
- Gear Lubrication: For geared models (VSI/VSA), ensure the gear mesh is clean and regularly coated with specialized gear lubricant to prevent premature wear.
For Ultra-Precision Applications (Medical/Robotics): We suggest using Klüber or Mobil high-precision synthetic greases. These offer superior film strength which better protects the P5-grade micro-polished raceways of our SUJ2 series
2. Operational Temperature Limits
- Sealed Models (Standard): Working temperature -20°C to +80°C. For continuous duty, we recommend maintaining temperatures below 60°C to preserve seal integrity and grease viscosity.
- Open Models (Custom): Working temperature -20°C to +120°C. For continuous duty, keep below 100°C.
- Consult SKDIN technical support for applications requiring high-temperature resistant seals or specialized lubricants.
3. Professional Storage & Preservation
- Corrosion Protection: The outer surfaces are treated with high-grade anti-rust oil.
- Shelf Life: The standard preservation period is 6 months in a dry, temperature-controlled environment.
- Re-preservation: For storage exceeding 6 months, bearings must be inspected, cleaned, and re-wrapped with fresh anti-rust treatment to ensure the precision surfaces remain pristine.
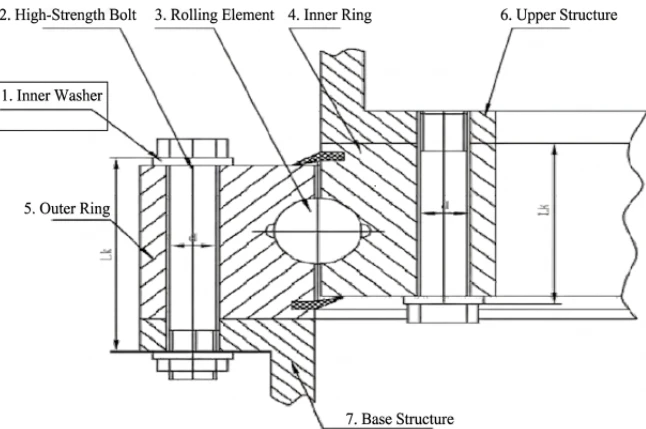
VSI201094 Installation Guide
Mounting Structure & Alignment
Core Principle: To ensure the P5 run-out precision and load-bearing capacity, the mounting structure (pedestal/housing) must provide uniform support.
Cylindrical Support Design: It is highly recommended to use a cylindrical (tube-style) structure for the mounting bracket. This design offers superior structural rigidity and minimizes tilting distortion under load.
Centerline Alignment: For optimal performance, the centerline of the support wall must align precisely with the center of the bearing raceway.
Precision requires perfect support. Our SUJ2 series is optimized for high-stiffness environments. Proper alignment with the support wall ensures the long-term stability of the P5 accuracy.
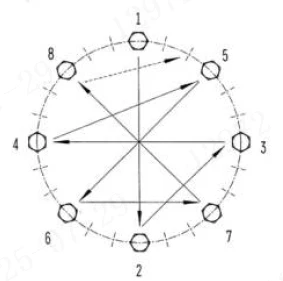
Mounting Bolt
In accordance with the specifications of the main unit, the bolt tightening procedure must ensure a specific preload force. Unless otherwise specified, this preload force should generally be 0.7 times the bolt's yield limit. A small amount of lubricant may be applied to the threads during tightening. Refer to the table for the specified preload torque or preload force.
| Bolt Specifications (GB/T5782-2016 GB/T5783-2016) |
Mounting Hole Diameter(mm) | Bolt Strength Grade(GB/T3098.1-2010) | |
| 8.8 | 10.9 | ||
| Yield Strength Limit of Bolt Material σsmin(N/mm2) | |||
| 640 | 900 | ||
| Tightening Torque MA(Nm) | |||
| M10 | 11 | 44 | 62 |
| M12 | 13.5 | 77.5 | 110 |
| M14 | 15.5 | 120 | 170 |
| M16 | 18 | 190 | 265 |
| M18 | 20 | 260 | 365 |
| M20 | 22 | 370 | 520 |
| M22 | 24 | 500 | 700 |
| M24 | 26 | 640 | 900 |
| M27 | 30 | 950 | 1350 |
| M30 | 33 | 1300 | 1800 |
| Preload FA(10^3N) | |||
| M33 | 36 | 293 | 412 |
| M36 | 39 | 344 | 484 |
| M39 | 42 | 414 | 581 |
| M42 | 45 | 473 | 665 |
| M45 | 48 | 553 | 777 |
| M48 | 52 | 623 | 876 |
| M52 | 56 | 749 | 1054 |
| M56 | 62 | 863 | 1214 |
| M60 | 66 | 1008 | 1418 |
| Note: When the bolt dimensions do not comply with the above national standard specifications, the values must be calculated separately. The total coefficient of friction between the bolt head and the clamped surface is μ = 0.14, with the threads lightly lubricated with oil. |
|||
The bolts should be tightened symmetrically and continuously in 180° increments; a final pass must be performed to ensure that all bolts along the circumference possess an identical preload.
After the slewing bearing has operated for the first 100 hours, the bolt preload must be checked; subsequent checks should be performed every 500 hours of operation to ensure that sufficient preload is maintained.
Installation Precautions
Maintain a Dry and Clean Environment
- Precision Components: As high-precision mechanical elements, bearings must be protected from dust, contaminants, and moisture during and before installation. Contamination will severely impair operational performance and service life.
- Anti-Condensation: Avoid over-cooling the bearing. Moisture caused by condensation can lead to corrosion on the bearing and housing. The installation area must be strictly dust-free.
- Handle with Care: Do not touch the bearing with bare hands. Perspiration and moisture from skin contact can cause surface rust.
- Material Sensitivity: Due to the absence of surface plating, SUJ2 Bearing Steel is highly susceptible to oxidation. Regular maintenance and rust prevention are mandatory during operation.
Correct Use of Installation Tools
- Induction Heaters: Ensure the heating temperature does not exceed the limit for the grease or seal materials.
- Heating Cabinets: Generally pre-heated to +80°C
- Mechanical or Hydraulic Devices: Use an installation sleeve that covers the entire circumference of the ring’s end face.
- Hammers and Sleeves: Impact force must be applied uniformly across the entire ring surface of the sleeve.
- Force Transmission Rule: STRICTLY PROHIBITED to transmit installation force through the rolling elements (balls/rollers). Never strike the inner or outer rings directly. Ensure seals remain intact during the process.
- Example (Interference Fit): When using a press-fit, apply the force evenly across the end face of the inner ring to seat it onto the shaft.
Pro-Tips
The "No-Touch" Policy
- Because our VSA series is crafted from premium unplated SUJ2, even a single fingerprint can cause micro-corrosion. We strongly recommend using industrial gloves during the entire unboxing and assembly process.
Thermal Expansion Advantage
- When using an induction heater, a temperature of +80°C is usually sufficient for a smooth slide-fit. Do not exceed 100°C, as this may alter the heat-treatment stability of the P5-grade steel.
Force Management
- Never allow the rolling elements to bear the installation load. This preserves the 0.02mm run-out precision and prevents 'Brinelling' (permanent indentation) on the raceways.
Purchase VSI201094 Slewing Bearing
- Fast delivery
- Enjoy discounts on bulk purchases
- Secure Payment
- Fast Global Shipping
Why Choose SKDIN Slewing Bearing?
Full-Body SUJ2 Construction (Not just surface-hardened)
Full-Body SUJ2 Construction (Not just surface-hardened) Unlike standard 50Mn or 42CrMo bearings, our VSA rings are crafted from through-hardened SUJ2 (GCr15) Bearing Steel. This ensures zero deformation under extreme moment loads and superior wear resistance.
Certified P5 Precision (Run-out ≤ 0.02mm)
Every unit undergoes rigorous grinding to meet Class 5 Accuracy. With a rotational run-out controlled within 0.02mm, we provide the stability required for high-speed CT scanners and precision indexing tables.
Optimized RL0 Reduced Clearance
Our specialized RL0 configuration (Radial 0.05mm / Axial 0.08mm) offers the perfect equilibrium: eliminating "sloppy" play while maintaining the ultra-low starting torque necessary for sensitive motor drives.
Direct Replacement for European Standards
Fully compatible with INA’s VSA/VSI dimensions and configurations (N, ZT, and RL0/VSP series). Get European performance with optimized lead times.
Comparison Table: SUJ2 vs. Standard Materials
| Technical Features | SKDIN Professional Grade | Standard Industry Grade |
|---|---|---|
| Material | Solid SUJ2 (Through-Hardened) | 50Mn / 42CrMo (Surface Only) |
| Accuracy Class | P5 (Precision Class 5) | P0 / Normal Class |
| Rotational Run-out | ≤ 0.02 mm | 0.08 - 0.15 mm |
| Internal Clearance | RL0 (Radial 0.05 / Axial 0.08 mm) | 0.15 - 0.30 mm (Standard) |
| Mounting Surface | Precision Ground (Centering) | Standard Machined |
| Hardness | HRC 58 - 62 | HRC 50 - 55 |
| Service Life | High Durability & Fatigue Resistance | Standard Wear Resistance |
Engineering Insight: Balancing Friction and Precision
At SKDIN, we believe precision should not come at the cost of operational heat. While other suppliers might suggest increasing clearance to 0.1mm to avoid overheating, our RL0 technology maintains a tight 0.05mm gap. By utilizing micro-polished raceways and premium Shell Alvania lubricants, we achieve high-speed stability without the friction spikes common in lower-grade bearings.
Looking for these specifications?
Our VSI201094 is a direct high-tier alternative for:
- INA VSI201094-N
- INA VSI201094-N-ZT
- INA VSI201094-N-RL0
SKF/Kaydon Equivalent Precision Series
During installation or operation, this film can be easily compromised by friction or bare-hand contact (acidic perspiration).
a) Lubrication Management: Insufficient grease or incorrect grease type.
b) Improper Assembly: Excessive interference fit (shaft/housing too tight) leading to increased internal preload.
